When a micro-thin crosscut is critical
When using finely grained woods, getting a perfect grain match between the upper and lower barrels can make the difference between an average pen and a professional-looking project. Minimizing stock loss when crosscutting is essential to keeping the grain aligned. To minimize wood loss when crosscutting stock, a thin cut is the solution.
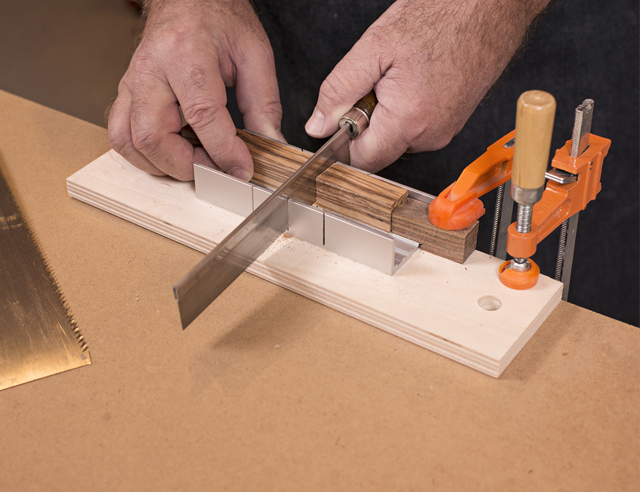
You can crosscut stock on the bandsaw using a blade with minimal set angle. You can also cut them by hand using a fine-toothed saw like the razor saw with a miter box as shown. To make this setup even easier to use, attach a 3x12” piece of ½” plywood to the aluminum miter box enabling it to be securely clamped to a workbench top. The ½” hole in the base allows it to be hung for ease of storage. After cutting, mark the matching ends of the blanks so you will turn and assemble the kit with continuous grain.